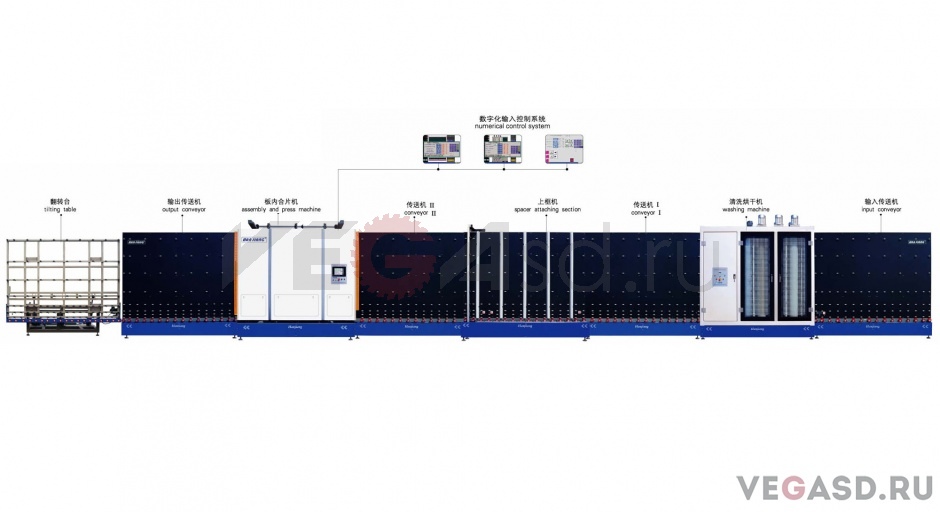
Линия для производства стеклопакетов HJ-LINE-P-3008(2008) (сборка в прессе)

 Доставка и оплата
Доставка и оплата Сервис
СервисНаш инстаграм:
-
Особенности
Данная модель позволяет производить одно- двухкамерные и структурные стеклопакеты. Сборка происходит автоматически непосредственно в прессе посредством двух сервомоторов. Один сервомотор позиционирует стекло по оси X, второй - по оси Y, за счет этого достигается абсолютно точная сборка стеклопакета. Особенно это необходимо при сборке структурного стеклопакета. При сборке структурного стеклопакета, большой лист стекла расположен сзади, а маленький лист стекла — спереди. Маленький лист стекла заходит в пресс первым, происходит автоматическое позиционирование расстояния отступов, и лист присасывается к передней панели пресса, затем заходит большой лист стекла с рамкой, и пакет отжимается.
При изготовлении обычного с/пакета производственный процесс аналогичный. Первый лист стекла заходит в пресс и вакуумными присосками присасывается к передней панели пресса. Затем в пресс заходит второй лист стекла с установленной дистанционной рамкой, после чего происходит опрессовка. При производстве двухкамерного стеклопакета, процесс дублируется.
В данную модель можно включить опцию автоматической зарядки инертного газа в прессе. Для стеклопакетов с использованием стекол с низкоэмиссионным (Low-E) покрытием, наполнение инертным газом является важным моментом, т.к. при взаимодействии с кислородом, покрытие постепенно исчезает. В газовой среде не происходит химической реакции и напыление будет оставаться неизменным пока не улетучиться газ. Используя качественное высокотехнологичное оборудование при сборке стеклопакетов, газ сохраняется внутри стеклопакета несколько лет. К тому же, отсутствие газовой среды (аргон, криптон и др.), увеличивает скорость конвективного движения внутри стеклопакета, что приводит к охлаждению воздушного пространства и стекол.
Как правило, при использовании в стеклопакете Low-E стекла, его ставят с внутренней стороны, поскольку при отражении тепла внутрь помещения оно нагревается (это можно почувствовать прикосновением ладони), что естественно, уменьшает вероятность образования конденсата. Напыленная сторона стекла обязательно должна быть направлена внутрь стеклопакетной конструкции! При наполнении газом, стеклопакет должен быть заполнен не менее чем на 90%. В нашей линии имеется автоматический счетчик определения газонаполнения. Процентное соотношение наполненности определяется газоанализатором.
Видео с примером работы стеклопакетной линии
Технические характеристики
Максим. размер стекла 2450x3150/1950*2580 мм Мини. размер стекла 200x450 мм Толщина листа стекла 3~15 мм Толщина стеклопакета 48 мм Скорость мойки стекла 0~8 м/мин Количество щеток 3 пары Скорость движения стекла 45 м/мин Электропитание 3Ф 380В/1Ф+N 220В 50Гц 38кВт Расход воздуха 0.8 м3/мин Давление воздуха 1 МПа Расход воды 500 литров/час Электропроводимость воды <50 S/см Опция газонаполнения в прессе
Линия для заполнения стеклоблоков газом
Участок заполнения газом линии производства изоляционных стеклоблоков.
- В газе высокой плотности, заполняющем стеклоблок, уменьшается скорость движения молекул, что позволяет уменьшить потери тепла за счет конвекции.
- В настоящее время на большинстве заводом заполнения стеклоблоков газом осуществляется вручную путем сверления отверстии в алюминиевой вставке стеклоблока. При повреждении вставки, которое происходит достаточно часто, ввести газ не удается, что приводит к ухудшению качества продукции.
- Hanjiangoffice разработала схему закачки газа прямо в линии прессовании, что позволило решить указанную проблему. В линию изготовления стеклоблоков добавлена секция заполнения газом. при изготовлении дно и закругленные боковые стенки полностью спрессовываются, а верх остается открытым. Газ вводится в блок снизу, вытесняя воздух из-за разности плотностей. содержание газа достигает 85%, а длительность заполнения изоляционного стеклоблока размером 1000х1000мм составляет 18с.

Теория
Вначале стекло поступает в пресс-машину, управляющуюся серводвигателем. Стекло доходит до упора и затем поднимается вверх цилиндром, образую заднюю стенку. К ней вакуумным насосом подводится передняя стенка. Затем обе стенки вместе со вставкой направляются в секцию прессования.

Ввод газа в стеклоблок
Вторая часть стеклоблока вместе со вставкой поступают в секцию прессования, где уже находится другая половина стеклоблока. Подъемные цилиндр устанавливает обе половина на одном уровне, когда задняя половина придвигается к передней для заполнения газом. Если размеры стеклоблока меньше половины размера секции прессования, газ вводится только через один наполнительный клапан. Это означает, что только половина нижней секции машины используется для заполнения, а разделительная перегородка на оси служит для герметизации стеклоблока. Секцию заполнения можно установить в ручной или автоматический режим, причем в обоих случаях половины стеклоблока смыкаются при начале подачи газа снизу. Длительность прессования можно установить вручную или в автоматическом режиме. После окончания заполнения кронштейн опускается в исходное положение и стеклоблок выталкивается серводвигателем. Если размер стеклоблока больше половины размера секции прессования для заполнения используются клапаны 1 и 2.

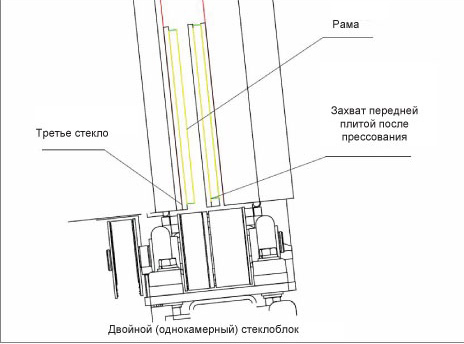
Заполнение газом тройного стеклоблока.
Нажмите кнопку заполнения тройного стеклоблока или выберите заполнение стеклоблока на сенсорном экране управления.
После заполнения двойного стеклоблока передняя плита устанавливает стеклоблок в положение, в котором он находится до подвода третьего стекла с распорной вставкой.
Третье стекло со вставкой спрессовывается с готовым стеклоблоком, включая заполнение второй камеры стеклоблока газом.
Для тройного (двухкамерного) стеклоблока также можно выбрать ручное или автоматическое заполнение.
Результаты испытании
- Два режима заполнения газом: ручной и автоматический.
- В ручном режиме длительность заполнения определяется с учетом длины и ширины стеклоблока и размера вставки.
- Газ тяжелее воздуха, поэтому внизу его содержание больше, чем вверху. Длительность заполнения стеклоблока размером 1000х1000мм составляет 18 с. Качество заполнения проверялось бесконтактным методом через 2 минуты после заполнения для выравнивая концентрации. Содержание газа в нижней части достигало 97%, в верхней - 80%. Таким образом, автоматический режим упрощает работу и обеспечивает высокую точность позиционирования и высокую эффективность заполнения газом.
- Результаты испытания продукции.
- Стеклоблок размером 1000х800мм (5+9+5мм).
- Погрешность размером < +-0.5мм (двухкамерный стеклоблок)
- Среднее содержание газа >85%

Звоните!
Вы можете также ознакомиться и с другим оборудованием для производства стеклопакетов, представленным на сайте.
Доставка товара
- Доставка до любой точки России транспортными компаниями
- Срочная доставка DHL (2 дня в любую точку России)
- Поставка "под заказ" от 5 до 10 дней.
Оплата товара
Наличный и безналичный расчет
Гарантия
Официальная гарантия от производителя
Сервис
Ремонт и обслуживание
-
Отзывы

ПРЕДСТАВЛЕННЫХ БРЕНДОВ

НА ВСЕ ТОВАРЫ НАШЕГО МАГАЗИНА

КАЧЕСТВА

РАБОТАЕМ В СРОК