Разнообразие изделий из стекла
Планшетные принтеры для печати на стекле, чернила для печати и запчасти для принтеров приобретайте у нас - звоните:
Доставка по всей России!Оглавление
Флоат-стекло
Сегодня плоское стекло производится исключительно с помощью так называемого «флоат-процесса». При применении данной технологии расплавленное стекло выливают в ванну с жидким оловом, и в результате получается очень гладкое, высококачественное стекло. Вследствие такой технологии изготовления у флоат-стекла есть две стороны: оловянная сторона, которая контактировала с жидким оловом, и воздушная сторона, которая не контактировала с ним. Контакт стекла с оловом вызывает обогащение оксидом олова на стороне, покрытой оловом. Поскольку химический состав оловянной стороны отличается от химического состава воздушной стороны, износостойкость печати также отличается в зависимости от того, на какую сторону наносится печать. Как ни странно, печать на оловянной стороне выглядит более качественной.
Определить оловянную сторону на оконном стекле может оказаться довольно сложно. Обычно ее определяют с помощью ультрафиолетовой лампы в темном помещении. Оловянная сторона испускает флуоресцентное свечение. Иногда целесообразным может оказаться осмотр края стекла: перед разламыванием стекло обычно надрезают по воздушной стороне. Но этот показатель может быть неточен. Лучше всего попросить поставщика стекла пометить стороны стекла.
Тарное стекло
Для тарного стекла обычно применяется особый способ обработки поверхности, который состоит из двух этапов: нанесение покрытия на входе в лер, и нанесение покрытия после выхода из лера.
Первый этап - нанесение покрытия на входе в лер. Наносится неорганическое покрытие, которое состоит либо из оксида олова, либо оксида титана. Оно наносится на горячую поверхность стекла сразу после его изготовления. При обработке стекло помещается в среду с органическим оловянным или титановым составом, превращенным в пар. При контакте с горячей поверхностью стекла органические вещества распадаются до соответствующих оксидов металла, которые оседают в виде пористого слоя на поверхность стекла. Вследствие того, что исходные вещества токсичны, процесс проходит под защитным колпаком, где сохраняется необходимая среда (Рис. 4).
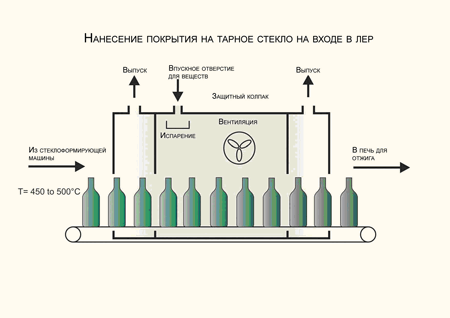
Рис. 4: Нанесение покрытия на тарное стекло на входе в лер
Второй этап - нанесение покрытия после выхода из лера, которое применяется после печи для отжига, где стекло остывает примерно до 120°C. Здесь на нанесенное на входе в лер покрытие распыляется тонкий слой органических смол и воска. Это покрытие заполняет поры, образованные при нанесении покрытия на входе в лер. Завершающее покрытие придает стеклу гладкость и делает менее хрупким. Очистить воск практически невозможно, потому что он хорошо защищен порами, образованными после нанесения покрытия на входе в лер.
Печать на стекле, на которое нанесены покрытия на входе и после выхода из лера, довольно сложна. Главная проблема в том, что покрытие, нанесенное после выхода из лера, придает поверхности стекла свойства, схожие с олефинами или воском. На рынке представлены бутылки «без этикеток», с керамической или органической трафаретной печатью (машины). Некоторые производители стекла предоставляют специальные покрытия, наносимые после выхода из лера, на которых можно печатать, либо они могут быть удалены для печати. Бутылки без покрытия обычно недоступны в продаже, поскольку даже эксплуатация самим производителем непокрытых бутылок понизит прочность до неприемлемого уровня. Если требуется печать на стекле, на которое нанесли покрытие после выхода из лера, влажная чистка не поможет, так как покрытие стойкое и его трудно удалить. Самое простое решение в этом случае - не удалять покрытие, а нанести на него печать после того, как оно было подвергнуто обработке пламенем. Износостойкость будет не настолько хорошей, как при печати на бутылках без покрытия, но для большинства случаев – достаточной.
Столовая посуда
Столовая посуда может быть различного качества; даже химический состав может быть отличен от структуры натриевой извести. Чашки для горячих напитков обычно делают из боросиликатного стекла, которое менее чувствительно к воздействию резкого изменения температуры. Следующий вид стекла, которое используется для изготовления столовой посуды - это свинцовое стекло. Оно отличается своей блестящей поверхностью. Несмотря на то, что боросиликатное стекло чистится сложнее, чем стекло из натриевой извести, оно обладает большей износоустойчивостью. Свинцовое стекло проще чистить, но износоустойчивость покрытия посуды будет меньше по сравнению со стеклом из натриевой извести.
Так как большинство красок разрабатываются для нанесения на самый распространенный вид стекла, стекла из натриевой извести, другие виды стекла требуют особого подхода. Среди керамических красок доступны специальные составы для разных видов стекла, среди органических красок такого не предусмотрено. В этом случае печатник сам должен выяснить, подойдет ли желаемая краска к определенному виду стекла.
Производственные технологии для столовой посуды отличаются от тех, что используются для других видов стекла. Некоторые производители до сих пор используют традиционные технологии выдувания стекла, но в настоящее время процесс полностью механизирован. На стекле, изготовленном вручную, обычно можно заметить поверхности, которые было сложно отчистить. Для стекла ручной работы и стекла автоматизированного производства процесс изготовления очень сложный и проходит в несколько этапов, что обуславливается сложной формой стеклянного изделия. Повторный отжиг стекла газовым пламенем применяется для процессов оплавления и полировки. Толщина стенки стеклянного изделия может различаться по причине перепада температур в стадии охлаждения. Все эти факторы могут сделать поверхность неоднородной как на стекле, так и на других деталях.
Производители столовой посуды выпускают широкий ряд различных стеклянных изделий. Вследствие того, что производственный процесс довольно сложен, изменение производства одного вида изделия на другое требует больших затрат. Именно поэтому существуют тенденция производить товары «на склад». Покупатель столовой посуды, как правило, не знает, начался ли процесс старения поверхности стекла две недели или два года назад.
Некоторые производители столовой посуды даже используют схожее покрытие, как и то, что наносится на входе в леер и после выхода из лера. На такой поверхности трудно обеспечить такое качество печати, чтобы она не стерлась при мытье в посудомоечной машине.
На сайте представлены широкоформатные принтеры для печати на ткани, стекле и других материалах.