- Оборудование для покраски дерева
- Оборудование для камнеобработки
- Оборудование для обработки стекла
- Оборудование для производства стеклопакетов
- Оборудование для резки и раскроя стекла
- Стеклообрабатывающие центры с ЧПУ CNC
- Оборудование для валковой покраски стекла
- Станки для обработки кромки стекла
- Оборудование для мойки стекла
- Оборудование для сверления стекла
- Оборудование для обработки фацета
- Вакуумные подъемники и крановые системы для стекла
- Оборудование для ламинирования стекла
- Печи для закалки стекла
- Инфракрасные сушки для стекла
- Принтеры для керамической цифровой печати на стекле
- Станки для трафаретной печати на стекле
- Станки гидроабразивной резки стекла
- Оборудование для пескоструйной обработки стекла
- Вертикальные обрабатывающие центры для стекла с ЧПУ
- Системы фильтрации воды для оборудования
- Оборудование для лазерной резки и гравировки стекла и зеркал
- Ламинаторы VitReX для нанесения защитной пленки на стекло
- Сканер контроля качества стекла
- Широкоформатные принтеры
- Оборудование для рекламного производства
- Запасные части
- Запасные части для широкоформатных принтеров
- УФ-лампы для принтеров
- Печатающие головки
- Дамперы
- Парковки и парковочные станции
- Шлейфы и соединительные кабели
- Адаптеры, соединительные элементы
- Помпы чернильные, помпы вакуумные, насосы
- Фильтры и спонжи
- Ленты энкодера, датчики линейных перемещений
- Вайперы
- Чернильные картриджи и СНПЧ
- Датчики линейных перемещений, сенсоры
- Двигатели, Скан-Моторы
- Электронные платы
- Трубки и магистрали
- Ремни приводные
- Транзисторы и Предохранители
- Клапаны и регуляторы давления
- Салфетки и чистящие палочки
- Ножи и держатели ножей
- Фитинги и соединители
- Корпусные элементы
- Вентиляторы
- Дисплеи
- Механика
- Уплотнительные кольца
- Источник питания
- Шкивы и шестерни
- Ролики и подшипники
- Сведодтодные уф блоки для отверждения красок (LED Block)
- Крепежные элементы
- Пружины
- Инструменты
- Другое
- Производители
- Запасные части для оборудования обработки стекла, ПВХ и Аллюминия
- Запасные части для печей закалки стекла
- Для стеклопакетного производства
- Для стола резки стекла
- Присоски, ролики, колеса
- Кевларовые шнуры
- Жидкость для резки стекла
- Запасные части для криволинейных станков китайского производства
- Запасные части для сверлильных станков
- Запасные части для кромочных станков китайского производства
- Запчасти для машин мойки стекла
- Запасные части для широкоформатных принтеров
- Инструмент для резки и обработки
- Чернила и краски для оборудования
- Конвейеры
- Б/у оборудование
- Производство окон ПВХ и конструкций из алюминия
- Деревообработка


Сканер контроля качества стекла
Наш инстаграм:
 Производственные характеристики
Производственные характеристики
- Технология мультиполя и мультиисточника света, точная классификация дефектов;
- Высокоскоростной анализ изображений, эффективность синхронного производства на одной машине;
- Адаптивная регулировка источника света, непрерывное производство различных категорий продукции;
- Визуальный интерфейс, визуальная локализация дефектов;
- Открытый интерфейс, взаимодействие с MES&ERP-системами;
- База данных SQL, доступ к истории трассировки;
- Удаленное обновление и обслуживание, простота эксплуатации и удобство обслуживания;
- Управление отчетами и обобщение информации о регулярности и тенденции дефектов.
- Введение
- Технологические данные
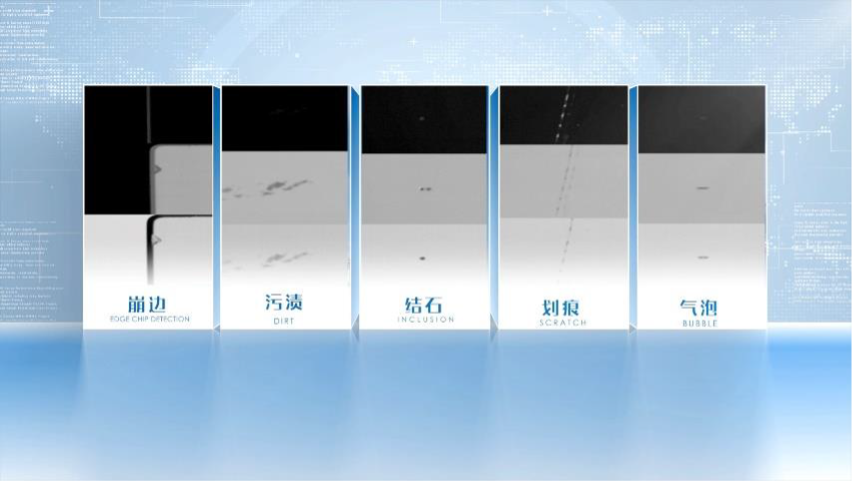
Контроль используется для обнаружения поверхностных дефектов флоат-стекла после резки и перед укладкой на флоат-линию. Основные признаки обнаружения: пузырьки, камни, царапины, олово, пятна, включения и т.д. В соответствии с характеристиками дефекта производится автоматическая классификация, местоположение дефекта и сигнал о его выполнении отображаются на большом экране для некачественной продукции.
Тип: RT-GCSC-25TR (горизонтальный)
|
Технологические данные |
||
|
Высота конвейера |
520 +/- 20 |
[мм] |
|
Скорость конвейера (постоянная) |
≤48 |
м/мин. |
|
Толщина |
3-19 |
[мм] |
|
Рабочее время |
24 часа/день |
|
|
Направление |
не определено |
|
|
Угол |
-6°, зависит от IG-конвейера |
|
|
Источник света |
2 отражения + 1 задний свет |
|
|
Охлаждение света |
Водяное охлаждение |
|
|
Максимальная ширина |
2500 [мм] |
|
|
Напряжение электропитания |
3 x 380В / 50 Гц |
|
|
Отклонение напряжения |
+6 до -10 |
[%] |
|
Температура окружающей среды |
0-75 |
[°C] |
|
Влажность окружающей среды |
95 |
[%] |
|
Язык интерфейса управления |
Китайский/Английский |
|
|
Язык руководства пользователя |
Китайский/Английский |
|
.jpeg)
1.2. Функция контроля
1) Обнаружение дефектов: Система проверяет всю поверхность стекла на наличие таких дефектов, как пузырьки, камни, царапины, мелкие разводы, включения и сколы по краям.
2) Характеристики: Технические характеристики стекла, стандарты на дефекты и параметры контроля могут быть заданы с помощью нескольких характеристик, которые пользователь может быстро менять на месте в соответствии с фактическими требованиями.
3) Определение: Гибкая настройка индикаторов обнаружения для различных участков стекла, чтобы обеспечить обнаружение дефектов для различных стекол.
I. Определение размера дефекта: Настройки допусков для длины, ширины и глубины дефектов.
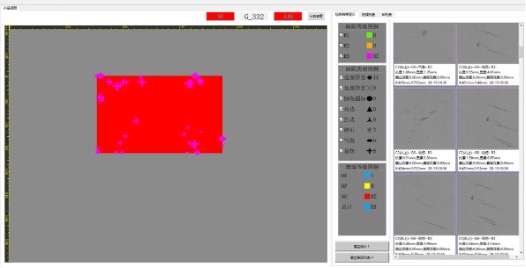
II. Определение количества дефектов: Установка допуска на количество дефектов для каждого типа. Кроме того, количество и стандарт обнаружения дефектов можно задать в области ненормальных значений, как показано на следующем рисунке.
III. Определение области дефекта: Определение дефекта для конкретной области (координаты, очерченные вручную).
IV. Комбинированное определение: Вышеупомянутые многочисленные способы комбинирования определений.
V. Определение характеристик: В соответствии с различными конфигурациями продуктов, можно определить стандартные характеристики (обработка аналогичных продуктов).
4) Ввод размера стекла: Возможно получение информации о стекле от оборудования, автоматическая адаптация к настройкам, также настройки могут быть введены вручную;
5) Вывод сигнала: В зависимости от класса стекла, сигнал может быть выведен на 4 порта ввода/вывода;
6) Вывод информации о дефектах: В соответствии с правилами, установленными пользователем, возможен вывод сигнала о серьезном дефекте, а также уровень дефекта, местоположение, тип и другую информацию. Возможно подключение к системе полевой связи, выходные данные будут содержать уменьшенное изображение всего контура стекла, местоположения и размеры дефектов, типы дефектов и другую информацию;
7) Статистическая функция: Система онлайн-инспекции может быть классифицирована в соответствии с типом дефекта и формировать отчет; она может записывать изображение дефекта, его местоположение, размер дефекта и другую информацию об инспектируемом продукте, а также формировать диаграмму тренда и распределения. Система может хранить изображение дефекта и диаграмму распределения, созданные в течение периода производства (по крайней мере, 1 год).
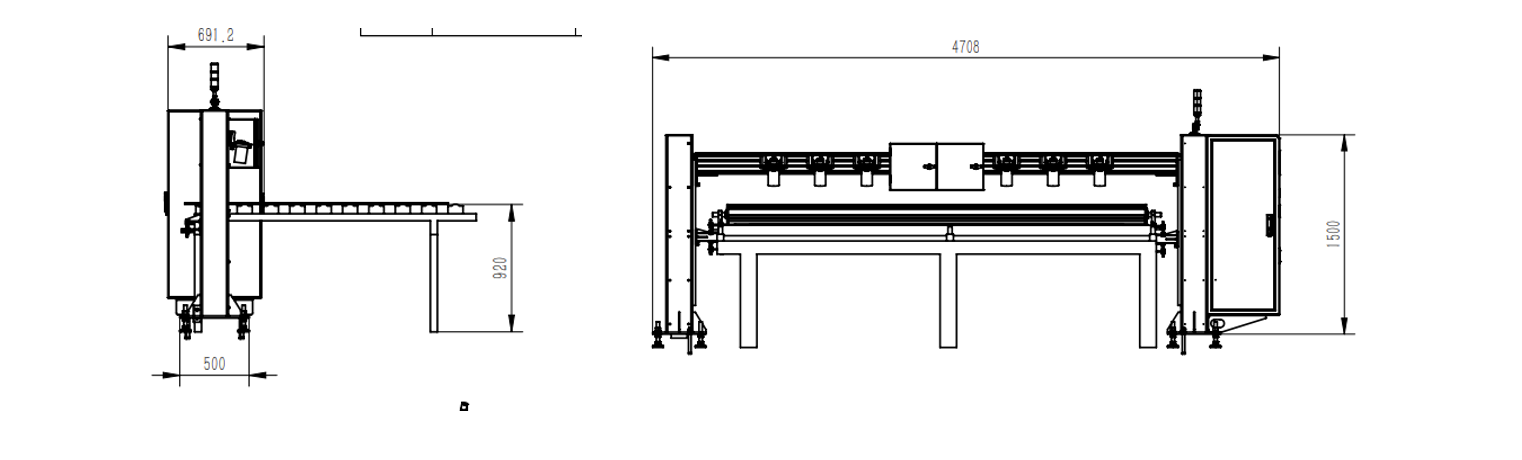
- Схемы
2.1 Горизонтальный сканер
Размещается прямо на конвейере существующей машины.
Вертикальный сканер
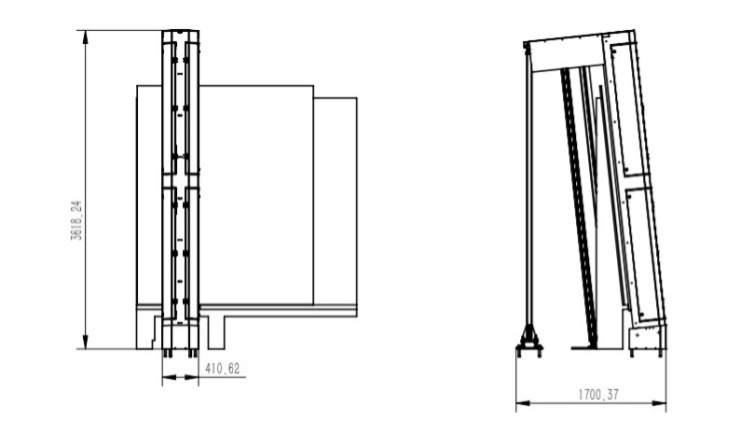
Примечание: Макет быть расположен на участке после резки и очистки на флоат-линии. После вступления контракта в силу продавец должен предоставить покупателю карту расположения для подтверждения и исполнения.
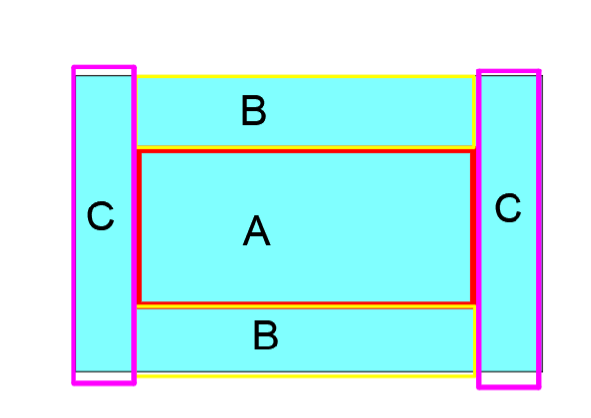
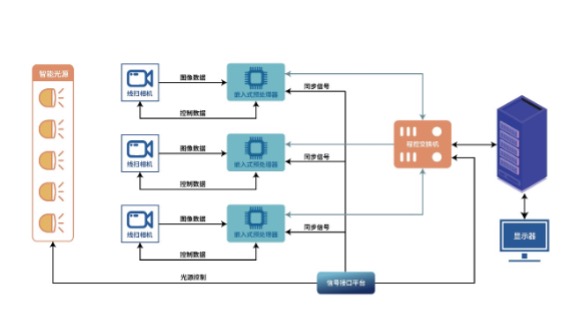
3. Камеры и система источников света
1) Компоненты визуализации: Компоненты визуализации используют камеры высокой четкости 8K для сканирования дефектов стекла.
2) Компоненты источника света: Несколько наборов независимо разработанных источников света; используется технология многомерного пространственного структурированного света для обеспечения нескольких оптических каналов через высокоинтегрированные источники света для многоугольного оптического облучения позиции обнаружения, что позволяет формировать всестороннюю перспективу, отображать особенности и очевидные детали, а также выявлять и классифицировать дефекты.
4. Программная система
Программное обеспечение системы состоит из четырех частей: служба инспекции, пользовательский интерфейс инспекции, база данных продуктов/дефектов и система анализа качества.
Общий алгоритм работы системы выглядит следующим образом: улучшение изображения, фильтрация изображения, сегментация и пороговое выделение изображения, анализ цели и описание признаков, распознавание и классификация дефектов.
1) Служба обнаружения – основной компонент программного обеспечения всей системы. Отвечает за все вычислительные задачи в процессе инспекции, а также за связь с различными устройствами контроля. В основном включает в себя обнаружение дефектов, интеллектуальную классификацию, определение типа, интерфейсную связь и другие функции.
2) Интерфейс, в основном, обеспечивает визуальный интерфейс в ходе обнаружения в режиме онлайн. Интерфейс удобен для пользователей, позволяет установить различные параметры в соответствии с требованиями производственной линии. Включает отображение дефектов, систему характеристик, настройку уровня, настройку параметров, управление пользователями и другие функции.
3) База данных – это эффективная и удобная система хранения данных, разработанная на основе сочетания реляционной базы данных и файловой системы, позволяет легко извлекать и отслеживать массивные данные о дефектах и продуктах.
Благодаря функции самообучения ПО, устойчивости, оптимизации параметров и итерации модели классификации, система постоянно улучшает общий показатель обнаружения и точность классификации.
5. Обнаружение дефектов
5.1 Точность обнаружения (размер дефектной сердцевины)
Точность обнаружения: Ось X – 0,1 мм/пиксель, ось Y – 0,1 мм/пиксель.
Система позволяет обнаруживать следующие типы дефектов: камни, пузыри, сколы по краям, плохое покрытие, олово, царапины, пятна, вода, пятна, QR-код и т.д.
5.2 Показатели обнаружения
|
ТИП |
Определяемый размер |
Показатель обнаружения |
|
Включения |
≧0,3 мм |
≥94% |
|
≧0,5 мм |
≥98% |
|
|
Пузырьки |
≧0,3 мм |
≥94% |
|
≧0,5 мм |
≥98% |
|
|
Сколы по краям |
Размер поверхности ≧ 0,8 мм |
≥95% |
|
Грязь |
≧0,5 мм2 |
≥98% |
|
Царапины |
Длина ≥1 мм Глубина ≧0,3 мм Ширина ≧0,3 мм |
≥98% |
|
Вода |
≧0,5 мм² |
≥98% |
|
Общий показатель пропущенных дефектов |
<2% |
|
|
Общий показатель ложных срабатываний |
<3% |
|
|
Примечания: Минимальный размер дефекта – 0,1 мм. Отклонение позиции: направление движения ±2 мм. Если светопропускание стекла составляет <35%, показатель обнаружения снижается, но все равно составляет > 90%. Данный параметр определяется в соответствии с толщиной стекла равной 6 мм. При увеличении толщины стекла показатель обнаружения уменьшается, но все равно составляет > 90 %. Сканирование стекла должно проводиться с постоянной скоростью и плавной передачей сигнала, при этом показатель обнаружения дефектов будет снижен. После сканирования стекла конечный результат будет определен в течение 2 секунд (стекло большего размера будет медленнее); Интервал между стеклами должен быть более 200 мм. Необходимо убедиться в отсутствии инородных тел на объекте, чтобы избежать обнаружения несуществующих дефектов. |
||
5.3 Точность классификации
|
№ |
Размер ядра дефекта |
Точность |
|
1 |
≥0,5 мм |
>97% |
|
2 |
≥0,3 мм |
>92% |
|
3 |
≥0,2 мм |
>90% |
5.4 Вероятность ошибки в размере
|
№ |
Размер ядра дефекта |
Вероятность ошибки в размере |
|
1 |
< 1 мм |
≤10% |
|
2 |
1– 10 мм |
≤5% |
|
3 |
>10 мм |
≤3% |
6. Требования к окружающей среде и гарантии
|
Показатель |
Значение |
|
Чистота стекла |
Необходимо почистить стекла, при необходимости –удалить пятна и дефекты |
|
Режим связи |
Промышленный Ethernet |
|
Потребность в электроэнергии |
Переменный ток 220 В (-10%~+8%) / 50 Гц, 8 кВт (по выбору пользователя) |
|
Электромагнитные помехи |
На территории установки не должно быть сильных помех в виде электромагнитных сигналов, а вблизи места установки следует избегать установки радиопередающих станций (или станций-ретрансляторов). |
|
Амплитуда основания |
Менее 50 мкм, Вибрационное ускорение: менее 0,05g; Избегайте наличия большого количества промышленного оборудования, такого как штамповочное оборудование, поблизости. Основание не должно вибрировать, чтобы обеспечить бесперебойность работы. |
|
Окружающая среда |
Чтобы уменьшить количество пыли, операторы должны регулярно очищать источник света от пыли. Следует избежать металлической полировки и шлифовки вблизи места установки оборудования. |
|
Помещение |
Следуйте местным требованиям к помещению, в котором находится оборудование. |
|
Инфраструктура и электроснабжение |
Кабель питания покупателя и общего источника воздуха должны быть подключены к главному автоматическому выключателю, а источник сжатого воздуха для оборудования – к шкафу управления продавца. Продавец должен указать местоположение, мощность и характер доступа к силовому кабелю для каждого устройства, чтобы облегчить проектирование системы электропитания. Также укажите общую потребность в электроэнергии. |
7. Срок поставки
|
№ |
Этап |
Продолжительность, дней |
|
1 |
Доставка с завода |
60 |
|
2 |
Установка |
5 |
|
3 |
Тестирование |
12 |
|
4 |
Обучение |
5 |

ПРЕДСТАВЛЕННЫХ БРЕНДОВ

НА ВСЕ ТОВАРЫ НАШЕГО МАГАЗИНА

КАЧЕСТВА

РАБОТАЕМ В СРОК